HASAMIと馬場商店の工房を訪ねて
2. HASAMI・馬場商店ができるまで
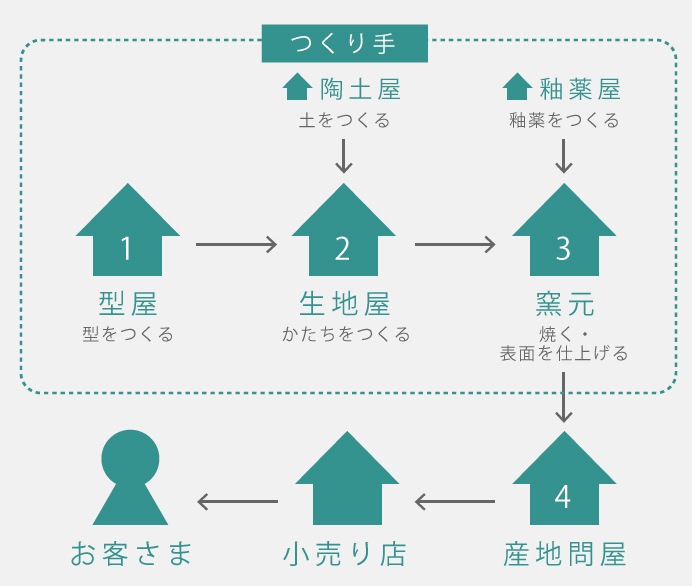
波佐見焼は伝統的に分業制。
型屋、生地屋、窯元、陶土屋、釉薬屋……。
効率よく低コストで大量の商品をつくるため、それぞれの工程を専門の工房が担当します。
つまり町全体が、一つの大きな工場のようなものなのです。
そしてできあがったのもを買い取り、全国の販売店に卸すのがマルヒロの仕事。
「産地問屋」と呼ばれるポジションです。
従来、問屋とは、できあがった商品を仕入れて販売するだけ。
しかしマルヒロでは、HASAMIや馬場商店のように
自分たちのオリジナルブランドを企画し、各工程の職人さんに製作を依頼しています。
今回は、工程の中心となる「型屋」「生地屋」「窯元」のつくり手の元へ。
馬場さんの車に乗せていただき、波佐見の町中に点在する各工房を案内してもらいました。
1 型屋
同じかたちの器を量産するために欠かせないのが、石膏製の「型」。
それをつくるのが、「型屋」と呼ばれる人たちです。
HASAMIでは「喜久美石膏製型」の岩永喜久美(きくみ)さんにお願いしています。

岩永さんは、型師歴30年のベテラン。
鹿児島や京都をはじめ全国から依頼が来るほど、たしかな実力をもつ職人さんです。
型師の仕事は、持ち込まれたアイデアや図面を元に、商品の「原型」をつくるところからはじまります。
HASAMIの場合は、馬場さんが考えたデザインを岩永さんが立体化。
「デザインって言っても、僕はちゃんとした図面をつくれないんで。
サイズと簡単なかたちだけ描いたラフを渡して、
あとは喜久美さんがつくっているところにくっつき、
後ろからあーだこーだ口を出しています(笑)」と馬場さん。
熟練の腕をもつ岩永さんですが、馬場さんからは何度もやり直しを求められたこともあり、
「彼の図々しさには負けますよ。おかげで白髪が増えました」と笑います。

▲HASAMI「ブロックマグ ビッグ」の「使用型」。
原型が完成したら、「使用型」と呼ばれる、
原型と同じ器を量産するための型をつくります。
こうして、高い生産性を保つための基礎が出来上がりました。
2 生地屋
型師がつくった型は、生地(釉薬が施されていない状態の器)をつくる「生地屋」と呼ばれる工房へ。
案内してもらった生地屋「福稔(ふくとし)」は、
商品のかたちや特製にあわせた幅広い製法に対応できることが強みです。
岩永さんの型に粘土を使用して、器を量産していきます。
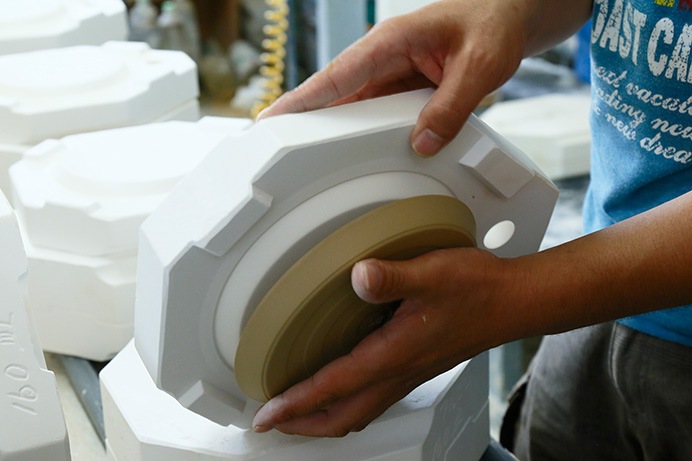
今回は「圧力鋳込み」という成型方法を用いて、
HASAMIの「プレート」をつくるところを見せていただきました。

大きな機械の中に、ずらりと積み重ねられた型。
圧力鋳込みの型は、上下にパカッと分かれる形が基本。
その隙間に機械で空気圧をかけて、粘土を流し込みます。

粘土を流し込んでから30分ほど待つと、石膏でできた型が水分を吸い、乾燥します。
機械から一列分ずつ型を外し、上の型を外すと、見慣れたHASAMIの「プレート」が姿を現しました。


型の中央には、生地を流し込むための跡がぽこっと残っているので、
指でならして、HASAMIのロゴスタンプを押して仕上げます。

型との間に空気を入れて、生地を取り外したら、
板の上に並べて乾燥させるためのスペースに運びます。

その後、削ってかたちを整えたり、
水で濡らしたスポンジで表面を滑らかにしたり、仕上げの作業を行います。
ここまでが生地屋の仕事。
できあがった生地は車に積んで、次の工程を担当する「窯元」へ運びます。
3 窯元(窯焼き)

▲光春窯の入り口。窯の煙突が目印。
窯元では、生地の素焼きをした後、ガラス質の釉薬をかけて本焼きを行います。
HASAMIの場合、釉薬の色によって窯元が分かれています。
はじめに案内してもらったのは「光春窯(こうしゅんがま)」。
HASAMIの釉薬の中でも均一に仕上げるのが難しい
「ブルー」「レッド」「マスタード」の3色は、光春窯にお願いしているそう。
「普通は釉薬屋がつくった釉薬をそのまま使うのですが、
光春さんの場合は自分たちでさらに調合して、難しい色もきれいに表現してくれるんです」と、
馬場さんも全幅の信頼を置いている窯元なのです。
まずは素焼き。
生地屋から運んできた生地を積み上げて窯の中に詰め、
900度で8~10時間焼き上げます。

▲素焼き後のHASAMI「ブロックマグ」。


そして、素焼き後の器に、色ごとに異なる釉薬を施していきます。
釉薬はさらさらとした液体状ですが、この後本焼きを行うとガラス質になり、
水が染みこまないようになったり、汚れが付き難くなります。
取材時は「ブロックマグ ビッグ」に「マスタード」の釉薬を掛けていました。
両手を使って全体にムラなく施釉しています。

釉掛けを担当していたのは、若手の三浦宏基(ひろき)さん。
「HASAMIは釉薬が難しいから、
他よりゆっくり丁寧にやらなければいけないんです」とのことですが、
それでも1時間に150個ほど釉掛けできるそうで、若くてもスキルの高さが伺えます。

光春窯が担当している3色は、どれもはっきりした色合い。
釉薬が薄く、流れてしまうと、特に口縁の部分は白っぽく焼きあがってしまいます。
そこで、口縁の部分のみ4回繰り返し釉薬を掛けることで厚くし、
意図した色がはっきりと出るように工夫しているんだとか。
複数回施釉した器には、焼いたら消える赤い塗料を施すことで目印に。
こうした細やかな気配りこそが、
HASAMIの色鮮やかさと、クオリティの高さを支えています。


仕上げの工程は、細かい作業が得意な女性チームの担当。
釉薬のムラをやすりで滑らかにしたり、余分な釉薬を拭き取ったり。
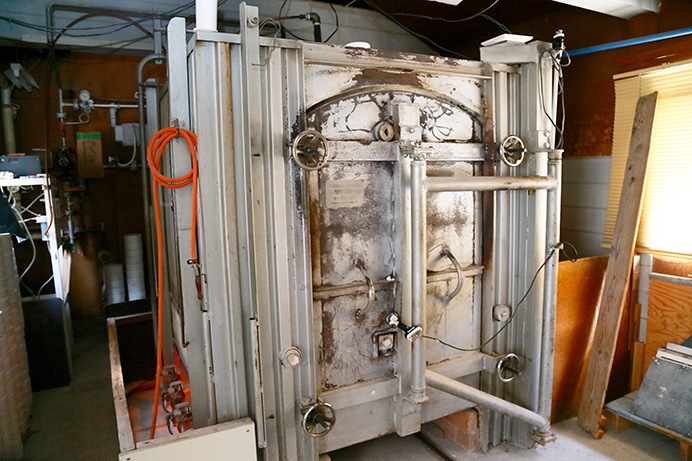
最後の一手間を加えたら、いよいよ本焼きの窯へ。

素焼きの窯よりも大きな電気窯。
1270度で15時間かけて焼き上げ、そのまま15時間かけてゆっくり冷ましたら完成です。
一方、絵付けのある馬場商店の「いろは」の場合は、
絵付けが得意な窯元「敏彩窯(びんさいがま)」が担当します。
そちらの様子も見せていただきました。

敏彩窯の小林晴敏(はるとし)さん。
小林さんも、この道30年のベテランです。
「いろは」は和食器の絵付けに定評がある敏彩窯の強みを生かすため、
新里さんと一緒に考えたシリーズだそう。



早速、絵付けをしているところを見せていただくと、
下絵用の「呉須」と呼ばれる、焼くと藍色に発色する顔料を筆にとり、
素焼きの状態の「中皿」に「菊紋」の絵柄がフリーハンドで描かれていきます。
豪快にさっさっさっさ……と、迷い無く筆が進みます。


下絵が完成したら、釉薬を掛けます。
絵がしっかり見えるよう、透明の釉薬で仕上げます。
柔らかさを表現するため、少しどろっとした仕上がりになる釉薬を選んでいるんだとか。


そして本焼きの工程へ。
ちょうど焼きはじめる直前の状態だったので、特別に中を見せてもらいました。
小林さんの身長をゆうに越える巨大な窯。
重たい扉を開けると、レンガの窯の中に器がぎっしり積まれた台車が。
台車の下には電車のようにレールが敷かれており、
持ち手を取り付けると手前に引き出すことができます。

何層にも積み重ねられた板の間に、びっしりと詰め込まれた器。
隙間には小さな箸置きなどが上手く配置され、見事な収納術です。
敏彩窯の場合は、1260度で16時間ほどかけて本焼きを行い、ゆっくりと冷まします。
4 産地問屋



こうして出来上がった器は、再び車に積んでマルヒロの倉庫へ。
検品・梱包の後、cotogotoのような全国の小売店に出荷され、お客さまの手元に届くのです。







